钢筋直螺纹连接套筒
钢筋直螺纹连接套筒 概要:
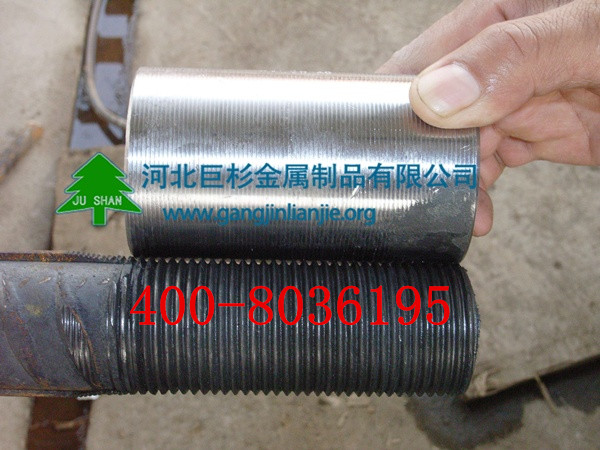
带肋钢筋直螺纹套筒连接是一种不用削切、不墩粗钢筋,经专用钢筋轧滚设备(剥肋轧圆、 滚丝一体机)制成螺纹, 然后用直螺纹套筒将钢筋两端连接起来的一种机械连接技术。
- 电话联系我们:400―8036―195
- 邮件联系我们:[email protected]
钢筋直螺纹连接套筒
带肋连接技术
关键词:带肋钢筋直螺纹连接套筒,钢筋直螺纹连接技术,钢筋连接技术施工工艺
我国粗钢筋机械连接技术是20 世纪 80 年代中后期才发展起来的。随着套筒冷挤压的开发应用,近年来,钢筋机械连接技术发展较快,相继开发出锥螺纹、镦粗直螺纹、剥肋滚压直螺纹、挤压肋滚压直螺纹、辗压肋滚压直螺纹连接技术,取得可喜的成果, 对推动我国建筑业的发展和技术的提高起到很大的推动作用。带肋连接技术是当今建筑业最为先进的钢筋连接技术之一, 其钢筋接头力学性能、加工工艺、现场安装等方面均优于挤压套筒接头、锥螺纹接头和墩粗直螺纹接头。接头拉伸试验断于钢筋原材料, 属于SA 级接头, 是国家建设部科技成果重点推广项目之一。
1技术介绍
带肋钢筋直螺纹套筒连接是一种不用削切、不墩粗钢筋,经专用钢筋轧滚设备(剥肋轧圆、 滚丝一体机)制成螺纹, 然后用直螺纹套筒将钢筋两端连接起来的一种机械连接技术。这种方式具有保留钢筋本体表面硬化层并可二次硬化螺纹外表面、螺纹牙底径较大等优点。其接头的性能等级已达到国标(钢筋机械连接通用技术规程》 中SA 级, 即抗拉强度超过螺纹钢抗拉强度标准值的1.1倍, 完全达到屈服强度和抗拉强度的要 求 。
1.1 连接特点
带肋连接技术具有质量保证、接头可靠、操作简便、 施工安全、对中性好、不污染环境等特点, 并能节约大量钢材和能源。
1.2 接头类型
根据不同的施工条件、不同的施工应用场合, 来选择不同的钢筋接头类型。钢筋连接接头类型主要有:1)标准型直螺纹钢筋接头;2)正反丝型钢筋接头;3)异径型钢筋接头;4)扩口型钢筋接头。其中以标准型应用最为广泛。
1.3工艺原理
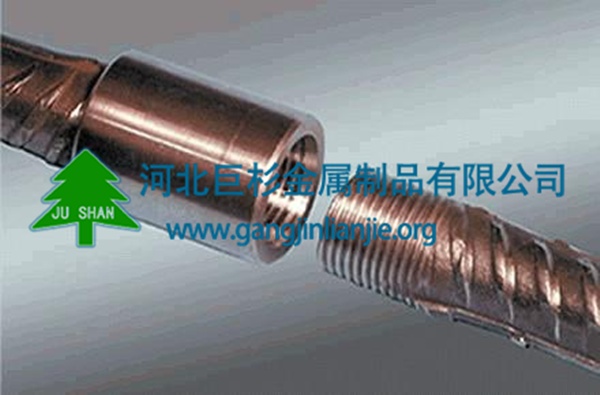
带肋连接技术的基本原理是将两根待连接的钢筋端部剥肋滚丝, 制成螺纹, 然后通过钢筋螺纹套筒用一定臂长的扳手把两根钢筋拧紧连接成一体。该钢筋连接工艺与传统的制作螺纹方法不同,是在钢筋端部经剥肋轧圆滚丝后产生的螺纹,不用削切钢筋,不减少钢筋截面。
1.4工艺流程
钢筋断料~ 切头~ 钢筋两端剥肋轧圆滚丝~ 钢筋螺纹质量检验~ 钢筋套筒连接,钢筋连接接头检查~ 完成。
1.5应用范围
钢筋剥肋直螺纹连接技术广泛应用于各类建筑物, 如高层建筑、 大型公共建筑、 地铁隧道、 核电站、 高速公路高架桥、 立交桥、 水工结构等工程的钢筋连接;适用于钢筋混凝土结构中的同径或异径带肋钢筋连接, 对焊性差的钢筋接头尤为适宜, 且可用于弯曲钢筋的连接上。多种不同形式的钢筋接头为各类建筑的不同工况施工提供方便。
2技术优势
目 前, 钢筋连接除了传统的钢筋焊接方法和钢筋绑扎方法外, 还有钢筋机械连接接头的技术。主要有冷挤压钢筋套筒连接、 锥螺纹钢筋套筒连接、直螺纹钢筋套管连接、 镦粗直螺纹钢筋套管连接等。其中冷挤压钢筋套筒连接和镦粗直螺纹钢筋连接技术自身还存在一些不足,而标准型直螺纹钢筋连接技术与其他各钢筋连接技术相比, 具有很强的优越性。本技术除了具有应用范围广、连接速度快、缩短工期、节省原材料、不受外界气候及电力条件影响、便于管理等优点外,且与当今其他几种钢筋连接技术比较还有如下优势。
2.1强度高、 质量好
镦粗直螺纹钢筋连接技术在钢筋端头镦粗的过程中金属变形剧烈, 其接头的过渡区应力分布复杂, 容易产生微裂缝, 可能断裂, 影响质量。而标准型直螺纹钢筋连接技术在剥肋轧圆和滚丝过程中经两次表面硬化, 接头强度大大提高, 质量可达国家标准规定的SA 级接头, 并可用于国家最新推广的新1 U 级钢筋的应用。
2.2加工简单、 成本低廉
标准型钢筋直螺纹连接技术加工工序少而简单, 钢筋不用墩粗, 不用削切, 钢筋端部螺纹一次滚丝成型。该接头施工成本低廉,市场竞争力强。

2.3钢筋接头尺寸短小, 利于施工操作和混凝土浇筑
相对混凝土保护层厚度来说, 镦粗直螺纹的螺纹直径大, 其相应的连接件直径也大, 相对应的钢筋之间、 钢筋与模板之间的净距减少,这样便会影响混凝土的浇筑、振捣和混凝土保护层厚度。标准型钢筋直螺纹技术的螺纹直径比钢筋直径稍小, 其相应的直径也小,不影响混凝土的浇筑、振捣和混凝土保护层厚度;在钢筋密集区更易操作, 方便施工。
2.4 加工设备简单、投资少、容易操作和维修
镦粗直螺纹钢筋连接技术是将钢筋端头部分镦粗,必须采用大吨位液压机械并难以维修。机械设备复杂且昂贵, 每套设备投资不少于6 万元。而钢筋直螺纹钢筋套筒连接技术剥肋滚丝的设备简单,容易操作维修, 设备造价低廉。
2.5接头性能稳定
标准型钢筋套筒直螺纹连接技术在钢筋的机械连接方法中,钢筋接头强度不受扭紧力矩的影响, 丝扣少拧2 扣一3 扣不会明显影响接头强度。连接质量的可靠性、 稳定性和现场抽样合格率均明显高于其他所有的钢筋机械连接接头。
2.6 加工占地面积少, 环保、 无污染
连接技术施工时占地面积少,2 人便可操作两台设备, 便于移动 设备成本比较低, 无其他消耗, 环保、 无污染。镦粗螺纹技术施工时用地面积大, 不便于操作, 4人一台机,两台机床8个人才能同时对开加工, 不便移动, 机油消耗大、 污染大。此外, 镦粗直螺纹用人多, 工艺多, 施工工期慢, 对钢筋母材的要求高, 所属操作人员的技能培训慢, 要求人员素质高。最为主要的是:施工比较慢, 赶不上工程进度等缺点。

3施工质量控制
带肋连接作为一项新型的钢筋连接技术, 在钢筋连接接头的质量控制方面有着自身的独特之处, 主要表现在钢筋丝头的加工在整个施工过程中处于核心地位, 钢筋丝头的优劣直接影响到直螺纹钢筋接头的整体施工质量。主要从原材料(钢筋、 套筒)质量、 丝头加工过程和安装过程等方面做好质量控制, 以减少在工程应用后再发现问题造成的经济损失, 并可提高实际工程中抽样试件的合格率。
3.1 加工前质量控制
1)凡是参与钢筋接头施工的操作工人、 技术管理和质量管理人员,均应参加技术培训;操作工人应经考核合格并经“ 三级” 安全教育后持证上岗, 以此保证施工安全和钢筋丝头的加工质量。
2)检查直螺纹钢筋连接套筒是否有质量部门检验出具的质量检测报告、合格证、 技术参数说明书。
3)检查钢筋连接套筒是否有锈蚀、 裂缝、 结疤等外观缺陷;检查套筒内部的螺纹是否完整、 饱满,内螺纹不得缺牙、错牙。
4)用游标尺检查套筒的长度,内、外径以及壁厚是否与说明书一致并做好记录。
5)钢筋母材到施工现场后, 会同监理、 建设方对其进行按国家标准抽检、 送检, 确认钢筋合格, 达到设计要求。

3.2加工过程质量控制
1)钢筋原材料断料应切割到位, 断面要平整与钢筋轴线垂直, 断面无毛刺, 端部无翘曲变形, 不合格的应进行二次切除。
2)选取在螺纹加工的有效长度区域内, 没有扰曲、 裂纹等的钢筋。
3)因钢筋原材料其直径有偏差, 所以钢筋端头轧圆后的直径应按钢筋直径的负偏差来控制。
4)按钢筋规格调整好机械, 保证丝头的加工长度。每加工一定数量的钢筋丝头, 必须检查刀具的磨损情况, 滚丝长度变化情况, 随时确保螺纹的精度, 长度微变控制在允许的偏差范围内。
5)钢筋轧圆后用外径卡规检查直径, 钢筋剥肋滚丝后用螺纹环规检查螺纹, 钢筋外螺纹的基本尺寸应符合有关规定。
6)操作工人应逐个检查钢筋丝头的外观质量, 检查牙型是否饱满、 无断牙、 秃牙等缺陷。已检查合格后应立即戴上塑料钢筋保护帽, 钢筋保护帽长度比钢筋外螺纹长
3.3安装过程质量控制
1)钢筋丝头加工后钢筋端头虽有塑料保护套, 但在搬运过程中也应注意预防着地摩擦或撞击, 以防钢筋螺纹被破坏。
2)施工现场连接钢筋时, 钢筋规格和钢筋连接套筒的规格必须一致,钢筋和套筒的丝头干净、 完好无损。
3)安装时钢筋端头螺纹旋人套筒后, 应控制好套筒两端外露的丝扣圈数。允许外露(1士 0.5)圈,既不能外露太多,也不能一点不露。
4)钢筋连接时注意钢筋连接套筒两端剩余丝扣要对称, 同时要保证两丝头端面充分顶紧。

4 现场检验与验收
钢筋接头的现场检验以JGJ 107- 2010和厂家的企业标准为依据。加工的钢筋丝头必须进行外观检查, 不合格的应切除后重新加工。钢筋连接接头试件必须在工程结构的施工作业面中随机截取, 不应在钢筋加工棚内抽取试件。现场对接头随机抽取 10% 进行外观质量检查。接头现场检验按验收批进行,同批条件接头以500个为一个验收批进行检验与验收,不足500个也作为一个验收批。对每一验收批,必须在工程结构中随机截取3个试件做抗拉强度试验。当3个接头试验的抗拉强度均符合规定的等级要求时,该验收评为合格;如有 1个试件的强度不符合要求时, 应再取 6 个试件进行复检,复检中仍有 1个试件的强度不符合要求, 则该验收评为不合格;对抽检不合格的接头验收批,应由建设单位会同设计单位等有关方面研究后提出处理方案。